



数控角钢线
JX2020每侧的冲孔单元安装三套冲孔模具;JX1412每侧的冲孔单元安装二套冲孔模具;模架、冲头和底模更换方便;打号单元安装四组可更换的字盒;三个数控伺服轴完成角钢的孔距和两侧面的准距调整,自动定位精度高;液压元件、气动元件、电气元件选用世界名牌保证了系统的长期可靠运行;采用我公司Z新版计算机控制软件,方便编程和管理。
加强型的角钢加工生产线,采用缸体动作活塞固定的方式,主机部分的立板、模架、冲头杆等都是加强型的,压料采用垂直压料,使机械刚性得以增强并改善受力状态和设备长期高负载运行的稳定性,减小冲孔过程中的偏载力,设备的稳定性和可靠性大大提高。
产品详细信息
产品类型: 型钢类--铁塔数控成套加工设备
产品型号: APM1412
订购热线: 13864080131 13964080131

数控角钢线由送进料台单元、翻转上料单元、料道单元、打号单元、冲孔单元、剪切单元、成品料台单元、液压系统、电 气控制系统等几部分组成。
产品特点
▲JX2020每侧的冲孔单元安装三套冲孔模具;JX1412每侧的冲孔单元安装二套冲孔模具;模架、冲头和底模更换方便;打号单元安装四组可更换的字盒;三个数控伺服轴完成角钢的孔距和两侧面的准距调整,自动定位精度高;液压元件、气动元件、电气元件选用世界名牌保证了系统的长期可靠运行;采用我公司Z新版计算机控制软件,方便编程和管理。
加强型的角钢加工生产线,采用缸体动作活塞固定的方式,主机部分的立板、模架、冲头杆等都是加强型的,压料采用垂直压料,使机械刚性得以增强并改善受力状态和设备长期高负载运行的稳定性,减小冲孔过程中的偏载力,设备的稳定性和可靠性大大提高。
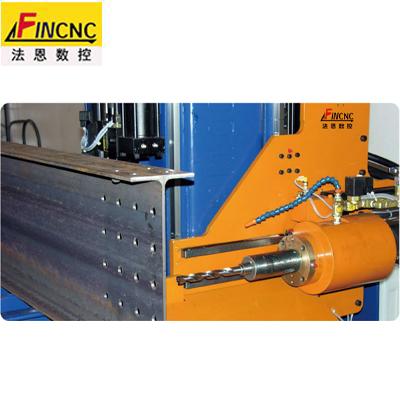
▲冲孔采用缸体动作,活塞固定,八面导向。
冲孔运动更平稳,提高设备的运行平稳性。活塞杆固定点设有球面连接,使微量的偏载力能够在受力点得以自动调整,保护活塞杆及受力面。
▲垂直压料压料油缸采用垂直压料,导向面充分,压料平稳,压料力大,减少冲击及冲孔的反振作用力,能更好地保证设备的 稳定性。
▲集中润滑站
采用集中润滑站,更易维护,保证各个导向面都能得到完全润滑,使设备使用寿命加长,故障率降低。
▲可选装大型打号机,根据用户要求可以选择125吨打号机,满足对大型角钢加工的需要。
型号 | APM1412 |
加工角钢范围(mm) | 56×56×4~140×140×12(Q420) |
大工件长度(m) | 12 |
大冲孔能力(直径x厚度mm) | φ25.5x12 |
冲孔公称力(kN) | 950 |
打字公称力(kN) | 1030 |
切断公称力(kN) | 1800 |
打印字头组数(个) | 4 |
每组字头个数(个) | 15 |
字头尺寸(mm) | 14×10×19 |
准距调节范围(mm) | 20~170(无级) |
每侧冲头数目(个) | 3 |
大送进速度(m/min) | 40 |
数控轴数(个) | 3 |
机器外形尺寸(m) | 26×7×3 |
机床总功率(kW) | 31.4 |
机床重量(t) | 约16 |
产品表单

相关新闻

提交成功
我们会尽快与您联系
关闭