


产品详细信息
科学技术的发展以及世界先进制造技术的兴起和不断成熟,对数控加工技术提出了更高的要求;超高速切削、超精密加工等技术的应用,对数控机床的数控系统、伺服性能、主轴驱动、机床结构等提出了更高的性能指标;FMS的迅速发展和CIMS的不断成熟,又将对数控机床的可靠性、通信功能、人工智能和自适应控制等技术提出更高的要求。随着微电子和计算机技术的发展,数控系统的性能日臻完善,数控技术的应用领域日益扩大。
数控铣床是一种加工功能很强的数控机床,目前迅速发展起来的加工中心、柔性加工单元等都是在数控铣床、数控镗床的基础上产生的,两者都离不开铣削方式。由于数控铣削工艺Z复杂,需要解决的技术问题也Z多,因此,目前人们在研究和开发数控系统及自动编程语言的软件时,也一直把铣削加工作为重点。
数控机床的产生与发展
随着社会生产和科学技术的迅速发展,机械产品日趋精密复杂,且需求频繁改型,特别是在宇航、造船、军事等领域所需的机械零件,精度要求高,形状复杂,批量小。加工这类产品需要经常改装或调整设备,普通机床或专用化程度高的自动化机床已不能适应这些要求。为了解决上述问题,一种新型的机床——数控机床应运而生。这种新型机床具有适应性强、加工精度高、加工质量稳定和生产效率高等优点。它综合应用了电子计算机、自动控制、伺服驱动、精密测量和新型机械结构等多方面的技术成果,是今后数控机床的发展方向。
数控机床的产生
世界上第一台成功研制的数控机床是一台三坐标的数控铣床,于1952年由美国帕森斯公司(Parsons)和麻省理工学院(MIT)合作完成。早在1948年,美国在研制加工直升机叶片轮廓检查用样板的加工机床任务时,就提出了研制数控机床的初始设想。1949年,在美国空军部门的支持下,帕森斯公司正式接受委托,与麻省理工学院伺服机构实验室合作,开始从事数控机床的研制工作。经过三年时间的研究,于1952年试制成功世界上第一台数控机床试验性样机。这是一台采用脉冲乘法器原理的真线插补三坐标连续控制铣床。其控制装置由2000多个电子管组成,占了一个普通实验室那么大。这台数控铣床的诞生,标志着机械制造的数字控制时代的开始。
数控铣床加工
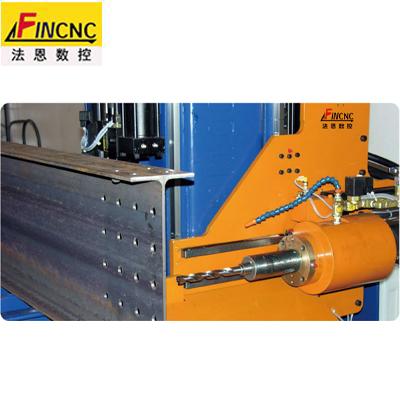
铣床的加工表面形状一般是由直线、圆弧或其他曲线所组成。普通铣床操作者根据图样的要求。不断改变刀具与工件之间的相对位置,再与选定的铣刀转速相配合,使刀具对工件进行切削加工,便可加工出各种不同形状的工件。
数控机床加工是把刀具与工件的运动坐标分割成Z小的单位量,即Z小位移量。由数控系统根据工件程序的要求,使各坐标移动若干个Z小位移量,从而实现刀具与工件的相对运动,以完成零件的加工。
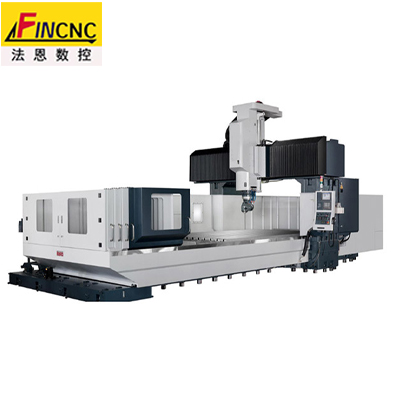
高速数控钻铣床主要由床身、龙门、工作台、滑枕钻削动力头、液压系统、电气控制系统、集中润滑系统、冷却排屑系统等组成。
1.本机床采用龙门固定、工作台移动形式。
2.床身、龙门、工作台均采用灰铁铸造。铸件内腔系蜂巢式复合排列结构。
3.机床采用德国西门子数控系统控制,精密滚柱直线导轨副导向,德国西门子大惯量伺服电机+滚珠丝杠(精密齿轮齿条)驱动。
4.可选配刀库。
主要技术参数
型号 | 单位 | PM2013 | PM2518 | PM3022 | PM4022 | PM6030 |
工作台有效尺寸 | mm | 2000x1300 | 2500x1800 | 3000x2200 | 4000x2200 | 6000x3000 |
工作台承重 | T | 6 | 8 | 15 | 20 | 40 |
主轴数量 | 个 | 1 | 1 | 1 | 1 | 1 |
主轴型号 | BT40 | BT40 | BT50 | BT50 | BT50 | |
主轴转速 | r/mi n | 30-4500 | 30-4500 | 30-4500 | 30-4500 | 30-4500 |
Z轴进给行程 | mm | 450 | 500 | 1000 | 1000 | 1250 |
主轴功率 | KW | 15/18.5 | 15/18.5 | 22/26 | 22/26 | 22/30 |
刀具数量(选配) | 把 | 24 | 24 | 24 | 24 | 24 |
控制方式 | 西门子828D/FANUC 01 | 西门子840D/FANUG 0I | ||||
产品表单

相关新闻

提交成功
我们会尽快与您联系
关闭