



产品详细信息
机器性能特点
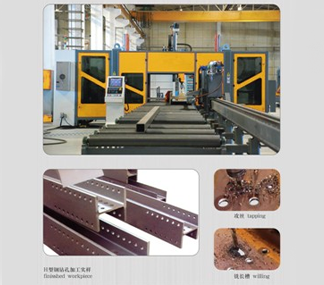
1、数控三维钻床具有三个动力头,工件一次通过后三个面上的孔均可加工完毕,并直接按要求锯割,无需周转工序。
2、自动进行快进和工进转换,加工效率高。
3、 CNC、PLC控制,CRT显示,编程软件基于WINDOWS平台,编程快速方便,预览形象直观 。
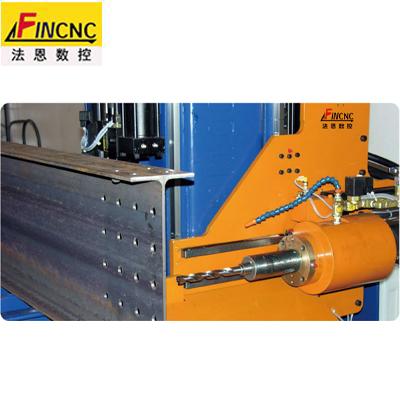
4、高速三维钻可进行铣长槽、攻丝作业。
5、全数字控制,加工精度高,效率高。操作简单。

数控钻床按其布局型式及功能特点可划分为数控立式钻床、钻削中心、印刷线路板数控钻床、数控深孔钻床及其它大型数控钻床等。
数控三维钻床是在普通立式钻床的基础上发展起来的。可以完成钻、扩、铰、攻丝等多道工序,适用于孔间距离有一定精度要求的零件的中、小批量生产。
数控立式钻床一般多带有两坐标数控“十”字型工作台。被加工零件装夹在工作台上可进行两坐标移动(工作台左右移动为x坐标、工作台前后移动为y坐标),带有刀具的主轴或主轴箱的垂直移动(Z坐标)可以是数控的,也可以是非数控的。前者采用3坐标数控系统,而后者可以采用更为简单的2坐标数控系统。主轴变速与更换刀具与普通立式钻床无大区别,多为手动。适合于加工孔距精度有要求但不太高的多孔零件。其数控系统一般是点位控制系统(也有直线控制数控系统),属于经济型数控,价格便宜。
钻削中心
钻削中心是在3坐标数控立式钻床的基础上增加转塔式刀库及自动换刀机构而成的,采用无级调速的主轴电动机,可实现自动变换主轴转速,可以进行钻、扩、铰、锪、攻丝等孔加工工序,而且可以完成具有直线和圆弧插补的轮廓控制铣削。
由于一般中小零件大多需要几把刀具来加工(10把刀具以内),故增加自动换刀装置并同时自动变换主轴转速,可减轻劳动强度。减少换刀时间,既提高了机床的自动化程度,又提高了劳动生产率。
由于用轮廓控制数控系统代替了点位控制数控系统,可进行具有直线和圆弧插补功能的铣削加工,更适合于钻铣联合加工的零件。
根据换刀原理及机床结构的不同,目前钻削中心分为单主轴式与多主轴式两种。多主轴式的换刀方式是在转塔中径向布置6或8根主轴,由转塔回转实现主轴转换及自动换刀。
由于转塔中须布置多根主轴,并有主传动、分度、定位等机构,故转塔头结构复杂,加工较难,且由于尺寸限制,主轴刚性受到一定影响,各主轴间的位置重复精度也不理想。
因为多主轴式钻削中心存在上述一些问题,所以很多生产厂家开发了单主轴式钻削中心。它是在同一根主轴上自动换装带有各种刀具的刀柄实现自动换刀,并采用转塔式刀库,克服了多主轴式的缺点。下图是国产单主轴式钻削中心。
产品表单

相关新闻

提交成功
我们会尽快与您联系
关闭