



钢管法兰组焊机
法兰焊缝强度研究了不同焊接工艺参数下,金属粉末过滤管与法兰焊接焊缝宽度、热影响区宽度、熔深和微观组织以及这些参数与 焊缝强度的关系,寻找保证焊缝强度的Z小焊接线能量,分析了影响焊接强度的因素。
产品详细信息
法兰焊缝强度研究了不同焊接工艺参数下,金属粉末过滤管与法兰焊接焊缝宽度、热影响区宽度、熔深和微观组织以及这些参数与 焊缝强度的关系,寻找保证焊缝强度的Z小焊接线能量,分析了影响焊接强度的因素。
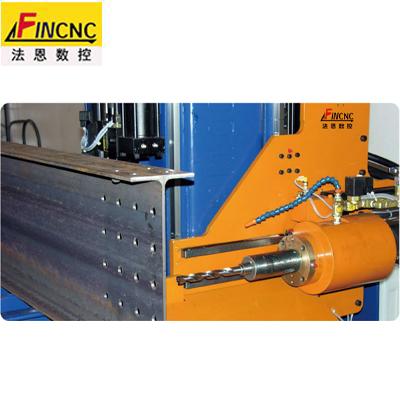
法兰和多孔过滤管均能定位且间隙适当,配合时用手锤轻敲进人。流、速度等工艺参数,采用交叉配合法焊接。 分析与讨论致密法兰多孔管体 3.1焊缝宽度、热影响区宽度和熔深,图3为多孔管和法兰焊缝剖面图和各测量数据 的示意图。试样焊接完成后测量各样品的焊缝宽度 (a)、热影响区宽度(b);部分样品沿径向剖开焊缝,观测熔池的熔深(川并记录数值。表列出了不同焊 接参数下的焊缝特征值。焊接参数中焊接电流、电压 焊缝 法兰 陇口与法兰与多孔管的配合形式 多孔管 2.2焊接方法 焊机为带氨气保护罩的钨极电弧焊机,焊接件 立放(法兰朝上)于保护罩中的旋转平台上,钨极与 竖直线成45“角(指向中心),钨极尖端距焊件距离 为2一3 mm,距边沿水平距离2一5 mm。选择焊接电 口 图3多孔管和法兰焊缝剖面图 表1不同焊接参数下的焊缝特征值 编号 焊接工艺参数 焊缝特征值 电流/A电压那线速度, 线能量/J .mm一,焊缝宽度/mm HAZ宽度/mm熔深/mm 1 .1 1 .1 08 焊透和焊接速度的变化都将影响焊缝的外观尺寸,而比 较客观的反映焊缝所获得的能量的多少是焊接线能 量。由表1可知,线能量较小时,焊缝获得的能量 少,不能有效地连接法兰和多孔管,造成未焊合现 象;线能量大时,焊缝宽度、热影响区宽度和五值都 较大。观察2号样品的解剖面,发现焊缝已经焊透, 即五值大于或等于多孔过滤管的壁厚。采用“T’’型支 撑杆式测试法计算的金属过滤管与致密法兰间的理 论Z小五的表达式l4>为: 五〕 功外一价:卜一导。场为致密金属抗拉强度;风为多孔金属材料抗拉强度;功外为多孔管外径;功内为多孔管内径;五为 熔深。 依据(1)式,五的Z小值对应于多孔金属过滤管 法兰焊接时的Z低强度要求。本次试验采用多孔不 锈钢管,由不锈钢手册多孔金属过滤管的法兰焊缝的宽度、长度等。金属粉木过象怎管在焊接法兰的过程中,内部产生大量均匀分布的闭孑L,焊缝的氧化、热焊缝影响区的残余应力都是影响焊接强度的因素。
产品技术参数
1、加工钢管的大长度(mm):12500
2、主钢管的直径范围(mm):φ219~φ1300
3、主卡盘的直径(mm):φ1800
4、主卡盘可夹持法兰直径(mm):φ350~φ1600
5、移动侧主轴箱移动的大距离(mm):12000
6、支管组装台可夹持法兰尺寸(mm):φ150~φ500
7、支管组装台旋转角度:±90°
8、主、支管组装台移动速度(m/min):3.5
9、电机总动率(kw):约5
10、总重量(t):约65
产品表单

相关新闻

提交成功
我们会尽快与您联系
关闭